在目前的凸輪軸曲軸磨削一般都采用三臺磨床才能完成。因為凸輪軸要磨削凸輪軸的軸徑、軸表面和溝槽。 今天想大家介紹一種凸輪軸磨床他可以在一臺凸輪軸磨床上加工曲軸,這種凸輪軸曲軸磨削方案既要達到更高的精度,也要增加設(shè)備的利用率。產(chǎn)品質(zhì)量、節(jié)拍時間、單件成本、產(chǎn)量和加工過程的可靠性必須始終處較高水平。這種磨床就是德國勇克凸輪軸磨床6L。
這個型號的凸輪軸磨床把兩臺磨床上互補磨削功能組合在一臺磨床上,在這臺凸輪軸磨床上既可以磨削軸經(jīng)、游客磨削凸輪、還可以磨削溝槽。加工效率非常高。接下來給大家欣賞一下磨削視頻:
此視頻介紹的是勇克的JUCENTER 6L緊湊型磨床方案,這條生產(chǎn)線獲得全球各地變速器生產(chǎn)商的垂青。與其使用幾臺傳統(tǒng)磨床單機組合,越來越多的汽車制造商和零部件供應(yīng)商選擇了此方案,該方案的投入產(chǎn)出率極高。許多公司已經(jīng)投資了JUCENTER磨床方案,用于曲軸、凸輪軸和傳動軸生產(chǎn)。使用JUCENTER 6L,來自德國黑森林的勇克為客戶帶來兼具經(jīng)濟性和高產(chǎn)能的解決方案,且極大的為客戶節(jié)約成本。
在本視頻中與勇克凸輪軸磨床加工磨削的過程中所用的CBN砂輪我們沈陽海默完全可以做到,了解更多海默CBN砂輪>>
該生產(chǎn)線具有以下幾方面的特點:
工位一:磨削溝槽和表面
在工位1,可以通過翻轉(zhuǎn)磨削主軸在極短的節(jié)拍內(nèi)完成溝槽和表面磨削。
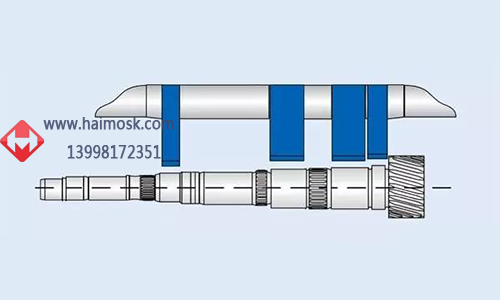
工位二:磨削軸徑:
同時,所有的對中心直徑都在工位2通過一次切入磨削完成。
JUCENTER 6L CBN 高速磨床將兩個獨立的磨削工位結(jié)合到一個機床防護罩內(nèi)。取代單機組合,兩個磨削工序在一臺設(shè)備上通過兩次獨立的裝夾完成。
JUCENTER 雙工位的磨削方案在曲軸、凸輪軸和傳動軸大規(guī)模生產(chǎn)制造方面都創(chuàng)立了新標(biāo)準(zhǔn)。

控機床有限公司")

控機床有限公司微信二維碼")